


Skun Cats and Furnace Building
They tell us that there are many ways to skin a cat, although I can’t see the sense in that. There are, however, heaps of ways to build a furnace. For a start, you can have gas fired, oil fired, electric or solid fuel furnaces. There are reverberatory, cupola, rotary and crucible furnaces. You can have natural draught or forced air draught. Finally, there is the question of melting capacity – from tons per hour to a few pounds per hour.
In the commercial foundry industry I have worked on, near and with oil fired, rotary and reverberatory furnaces, electric furnaces and cupolas. Any of these can be adapted for small scale use, but for reasons of construction costs, not to mention the cost (and availability in a “crash” situation) of fuel, are not really practical for a small scale operator.

A solid fuel (coke) furnace, built from readily available materials, is the best bet. On a larger scale these are still being used in industry in Australia: in the third world they are often the rule rather than the exception. And with a good air blower, such a furnace should be able to melt the copper alloys and certainly aluminium, almost as well with charcoal as with coke.
You will need:
A 44 gallon drum
Approximately 50 firebricks
Approximately 5 metres of 12mm steel rod (reo rod is fine)
½ metre of 6cm steel pipe, 2 or 3mm thick
A “reversible” vacuum cleaner (the commercial variety built around a 5 gal drum is ideal, rugged with plenty of blow)
6’ x 8” diameter sheetmetal tube
1 metre angle iron
16 x ¼” bolts, nuts and washers
3 x 1/8” bolts, nuts and washers
1 x 25kg bag of fireclay
1 x 25kg bag of fire cement – Supercast HS or similar
Keep a Record!
Unfortunately I did not keep a full record of costs in the early stages of setting up my foundry. I am doing so now and would strongly advise anyone planning to get involved with foundrywork to a complete record from the beginning. At the same time, I would reckon a reasonable estimate of my furnace material costs would be around $230, give or take $5 (Cost as per the time of writing - 1988).
Refractories – firebricks, fireclay and cement – are not cheap, and if you want your furnace to last, there is not really any way around the problem. (Although a word of warning here: you will probably come across specialist outfits selling firebricks for $3 or more each. These are for very high temperature work such as steel casting. The lowest grade firebricks at approx. $1.20 each are more than adequate for non-ferrous work) (Note - 1980s pricing).
Base Motives
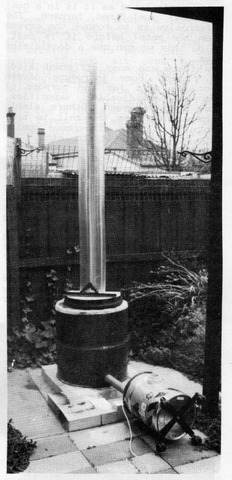
If you refer to the photos of the finished furnace, you will notice two things – it is sitting on a base of firebricks, and this base is extended out on one corner. I’ve also used a brick to prop up the pipe leading to the blower. There’s no particular reason for this, it just happens to be a convenient size.
I have used a firebrick base for two reasons: the drum has no bottom, and the part of the backyard it is sitting in is paved with concrete. If you sit your furnace directly on sand (or soil), or alternatively, you leave the bottom in the drum and cover it with 2” – 3” of fireclay, you can omit the brick base.
The firebricks sticking out the corner have a different purpose. They are designed to form a platform to sit the hot crucible on for skimming off the slag and fitting on a pouring shank.

You Can’t Beat a Drum
A 44 gallon (or for you modern types 200 litre) drum is a wondrous thing. It has more uses than I would care to think about. In my case the furnace body, the cover former and the eyelets attached to this for lifting off the cover, the ashpan door and a handy coke storage bin all came from the one drum, which cost $10.
My set up is based around the A10 size crucible, which is designed to handle 10 lb of aluminium or approximately 33 lb of bronze etc. per melt. The A10 crucible is about 6” wide at its widest point (the top). It is also about 8” high. Now the melting zone, i.e. the section of the furnace which must reach a temperature hot enough to melt the metal, need only be about a foot with the A10 crucible. Any more and you are simply wasting fuel.
Similarly the inside diameter of the furnace should allow for no more than a four inch gap between the outside of the crucible and the furnaces inside wall. My furnace has a 13” inside diameter giving a 3 ½ “ gap between the crucible and the furnace wall. These dimensions, obviously, determine how the furnace should be built.
Bottoms Up
The top end of this furnace is actually the bottom end of the drum – and, surprise surprise Fred, the bottom end of the furnace was once the top end of the drum.
I had my reasons for doing it this way. I use the bottom third, i.e. the end without the bung holes, as a coke storage bin. The top I cut off from the top, i.e. cutting down into the drum rather than across the side. This leaves the rolled ridge on the drum which helps to strengthen it.
44 gallon drums usually come with two bung holes. The larger one is just the right size to ram the 6cm blower pipe into, once you’ve ground off a couple of millimetres.
Cut a 4” x 8” section around the bung hole, shove in the pipe and you’ve got a rigid assembly which forms your ash pan door. (if you want to be flash you can weld the pipe in place). Cut a similar sized section out of the bottom of the furnace, cut two or three 1” x 2” pieces out of your remaining 44 gallon drum scrap to hold the door/pipe unit in place, and this section of the job is finished.
An Intensive Grilling
The grill (fire bars) and ash pan have no bearing on the furnace’s melting ability. I’ve included tem in this design because they make it easier to clean the ash out, and also make it simpler to light the furnace in the first place.
I used 12 bars cut from 12mm rods giving a gap between the bars of about 1.5”. This is fine if you are using fairly course coke, 2” plus, but if you are using a finer grade – which is easier to light and gives a quicker melt – you will need 14 or 15 bars. I’m using a light grade which means I shouldn’t have been surprised when half my coke fell through the grill during a test firing. The solution is to use a second, replaceable grill which sits on the first. This can be very light – fencing wire or something similar – and will still last a lot of melts before it needs replacing.
Installing the main grill bars is pretty straightforward. The bottom of the drill holes should be 4 5/8” above the bottom of the drum to provide clearance for the firebrick lining under the grill, ie room for the bricks to fit lying on their side. In addition the drill holes must be lined up accurately to ensure the bars line up straight.
Lining ‘em Up
Three bricks on their sides fit under the grill, 14 bricks standing on their sides make up each layer: the triangular gaps between them are filled with a stiff mix of fireclay. I used two or three broken up firebricks to add a bit of reinforcing to the mix. The reason I didn’t use firebrick mortar or cement to hold the bricks in place is that even firebricks don’t last forever. After several years depending on the number of “heats”, the bricks will need replacing. Using mortar would make the job that much harder. As added “protection” for the bricks I plastered the inside with several layers of fireclay mud, roughly ¼“ thick altogether.
With only three bricks below the grill, there are two quite large gaps either side of the ashpan door. While this area is well below the melting zone, it still gets rather warm and since it’s where the air is coming in, the combination of heat and oxygen is hard on the bare metal of the drum. So I plugged the gaps right up to the edge of the ashpan door with my fireclay/broken firebrick mix, about 3” thick. This leaves the door itself (and the grill) as the only bare metal exposed to the heat – both can easily be replaced, and should last for several years anyway.
The Big Cover Up
Making a lid for the furnace gave me the most problems of the whole exercise. Hopefully this might lead to an easier run for those who are following in my footsteps!

The frame for the cover was easy enough to make. Cut a 3” section form the top of the 1/3 section of the drum left after making the furnace. You need not cut all the way around – I left a one foot section still attached to the 1/3 drum. This is because the diameter of the cover can be less that the diameter of the outside of the furnace, as long as it has 1 ½ - 2” of the furnace rim to sit on.
For why? You might ask. The answer is that the bloody thing is heavy enough as it is – if it was the same diameter as the furnace it would be a lot more awkward to lift on and off.
The cover frame is them bolted together firmly (I used 2 1/4“ bolts) I cut the two eyelets out of the discarded top of the drum and bolted these on with 1/8” bolts. I used 1” long bolts and also attached a couple of 2” x 2” x 1/4“ metal projections to the inside of the frame to help give some purchase for the refractory “filling” of the cover. More on this later. You will also note the bulge in the cover, from the ridge on the drum. This also prevents the filling from slipping out.
Now come the problems. The photograph shows the lid frame sitting on a metal plate with a 6” vent hole former (a piece of plastic stormwater drain) in the middle, ready, except for the metal projections bolted around the inside, for filling. The eyelets are in place, tapped with 5/8” holes: a 1/2“ rod is slipped through these to lift the lid from the furnace.
Now most of the crucible covers I have seen have either been made of mortared fire bricks and shifted mechanically rather than manually (on the large scale) or single cast slabs of fire cement (on the smaller scale). I had heard that you could make a perfectly good lid form rammed fireclay/broken firebricks. After drying and firing in place (ie on top of the furnace), it was supposed to set rock hard. What I was not told about was the shrinkage, which must be close to 10%. The result was that the filling, when dry, pulled completely away from the frame – a ¾ “gap all round.
A refractory company rep. introduced me to Supercast HS, a fire cement designed specifically for this sort of thing. The result – once serviceable lid with virtually no shrinkage.
Hot Rods
One worry still remains. Would a couple of reinforcing rods help to stop the lid from cracking in use? Or would the difference in expansion of the metal and cement due to heat stress actually promote cracking? The rep. I spoke to said the projections on the inside of the frame would be enough. If there is significant cracking, though, I’ll have to rethink my strategy. As you can imagine, lumps of furnace cover falling into a crucible of molten metal would be rather messy.
And to Top it Off
Like the fire bars, ash pan etc. a chimney is not essential from the point of view of efficient melting. Because I am using forced air draught rather than natural draught. In the latter case a chimney of at least 10 feet would be needed to provide sufficient air pressure. Even with a blower, however, a decent chimney will help provide a good draught through the fuel.

The main reason I installed the chimney, though, is to disperse the smoke from the furnace, especially when it was first lit (coke is hard to light so the fire must be started with wood, which of course, can be pretty smokey).
Once the coke is well alight the chimney can be removed, which is why it is not attached to the furnace cover in any way. And because it is removed before the furnace really heats up, it can be made of light gauge sheetmetal.
Not being into sheetmetal in a big way, I had my chimney made up by a mob which does this sort of thing. It is 6’ tall, 8”in diameter and made of 24 gauge (0.6mm) galvanised steel.
The base is very simple – two pieces of 1”x 1” angle iron approximately 17” long bolted to the sheetmetal with ¼“ bolts. To ensure rigidity, each piece of angle iron has two 5” x ½“ struts bolted to it, forming a triangle, the top of which is also bolted to the sheetmetal. Not particularly sophisticated, but enough to hold the chimney up in anything but the strongest winds.
For other articles in this series, or other series of articles about backyard foundrywork by the same author, check out here.
